

ABB KM26 + LMT200: Zuverlässige Lösung zur Flüssigkeitsstandsmesung für Raffinerie-Hydrieranlagen
Die Hydrierungseinheit ist der Kernproduktionsabschnitt in der petrochemischen und Raffinerieindustrie. Sie reinigt Rohöl effektiv, entfernt schädliche Verunreinigungen und verbessert die Qualität der Ölprodukte durch Hochdruckhydrierungsreaktionen. Allerdings zeichnen sich diese Betriebsbedingungen durch ultrahohe Temperaturen, hohen Druck und brennbare und explosive Wasserstoffmedien aus, was enorme Herausforderungen für die Messung des Flüssigkeitsstands vor Ort mit sich bringt.
Herkömmliche Flüssigkeitsstandsmesser haben oft Schwierigkeiten in rauen Hydrierungsumgebungen. Sie weisen unzureichende Hochtemperatur- und Druckbeständigkeit auf, haben häufige Ausfälle, mehrere Leckstellen und einen komplizierten Wartungsbedarf, was die Anforderungen an die langfristige stabile und sichere Betriebsweise von Raffinerien nicht erfüllen kann. Um diese Probleme zu lösen, hat ABB eine professionelle integrierte Lösung entwickelt: Der magnetische Flüssigkeitsstandsmesser KM26 in Kombination mit dem magnetostriktiven Sender LMT200.
Anpassung an extreme Betriebsbedingungen bei Hydrierungsprozessen
Hydrierungseinheiten beinhalten komplexe Medien wie heißes Hochdruckabscheideöl, kaltes Hochdruckabscheideöl, saures Wasser und reiches Aminöl. Die Betriebsumgebung ist rauh, mit hohen Temperaturen bis zu 400℃ und hohem Druck nahe 20MPa. Die kombinierte ABB-Lösung ist speziell für solche schwierigen Szenarien optimiert und konzentriert sich auf Sicherheit, Genauigkeit und geringen Wartungsaufwand, wodurch die Schwierigkeiten bei der Überwachung des Flüssigkeitsstands in der Branche perfekt gelöst werden.
Kernvorteile der kombinierten Lösung von ABB KM26 und LMT200
Minimierung der LeckagerisikenMit nur zwei Prozessanschlüssen reduziert die Gesamtstruktur die potenziellen Leckagepunkte erheblich und erfüllt vollkommen die hohen Sicherheitsstandards für petrochemische Hochdruck- und brennbare Arbeitsbedingungen. Der vollständig abgedichtete Schwimmer ist das einzige bewegliche Teil, und der Anzeigegerät vor Ort ist vom Messmedium isoliert, was einen langfristig störungsfreien Betrieb ermöglicht.
Wartung ohne Betriebsunterbrechung und flexible ErweiterungDer LMT200-Sender ist außen an der KM26-Kammer montiert. Er kann ohne Produktionsunterbrechung demontiert und ersetzt werden, was eine kontinuierliche Fertigung gewährleistet. Magnetische Schalter können bei Bedarf extern hinzugefügt werden, um die Signale zu erweitern, was die späten Sanierungs- und Wartungskosten erheblich spart.
Überlegene Hochtemperatur- und HochdruckbeständigkeitDas KM26-Magnetniveaugerät unterstützt einen weiten Temperaturbereich von -196℃ bis 538℃ und hat eine maximale Druckbeständigkeit von 34,5 MPa. Der 360°-ringförmige Magnetschwimmer gewährleistet eine stabile und genaue Messung, während der vakuumdicht abgedichtete Anzeigegerät alterungs- und farbfest ist.
Hochpräzise Messung & Reichhaltige KommunikationAusgestattet mit einem patentierten piezoelektrischen Sensor bietet der LMT200 magnetostriktive Sender eine ultrahohe Messgenauigkeit. Er unterstützt mehrere Kommunikationsprotokolle wie HART, PROFIBUS und MODBUS und verfügt über die SIL2/SIL3-Funktionssicherheitszertifizierung und vollständige Explosionsschutzzertifikate. Das integrierte Selbstdiagnose- und das Touch-Control-Design vor Ort vereinfachen die Vor-Ort-Debuggingprozesse erheblich.
Reife Anwendung & Industriewert
Mit Hunderttausenden von erfolgreichen Anwendungsfällen weltweit wird die Kombination ABB KM26 + LMT200 in Raffinerien, Chemieunternehmen, der Energiebranche und anderen Schwerindustrien weit verbreitet eingesetzt. Sie zeigt in verschiedenen rauen Arbeitsbedingungen wie Hochdruck, Hochtemperatur, giftigen und korrosiven Medien eine stabile Leistung.
Für moderne Raffinerien ist die stabile Flüssigkeitsstandsüberwachung der Schlüssel zur sicheren Produktion und effizienten Prozesskontrolle. ABB integriert eine zuverlässige mechanische Struktur und intelligente Elektroniktechnologie und bietet eine kostengünstige und wartungsarme Messlösung für Hydrieranlagen, die Unternehmen dabei hilft, eine sichere, stabile und intelligente Produktion zu erreichen.
Kürzlich veröffentlicht
-
AI Ascendant – Geschicklichkeit und Beckhoff gestalten moderne Lagerrobotik um
23. Juni 2026EinführungIndustrieroboter sind seit langem eine Kernstütze der Fertigung, doch erlebt die Intralogistik derzeit eine umwälzende t Mehr lesen
Mehr lesen -
Warum Frequenzumrichter Motoren beschädigen und praktische Schutzlösungen
16. Juni 2026EinführungFrequenzumrichter (Variable Frequency Drives, VFDs) sind Standardindustrieausrüstungen zur Motordrehzahlsteuerung und En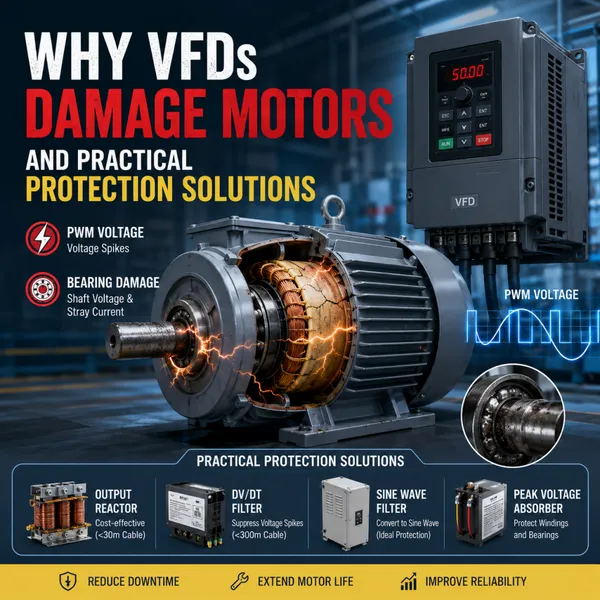 Mehr lesen
Mehr lesen -
Warum verschmutzt Ihre RO-Membran auch nach der Reinigung immer wieder?
16. Juni 2026Warum Ihre RO-Membran auch nach der Reinigung immer wieder verschmutztViele Wasserbehandlungsbetreiber stehen vor einem frustriere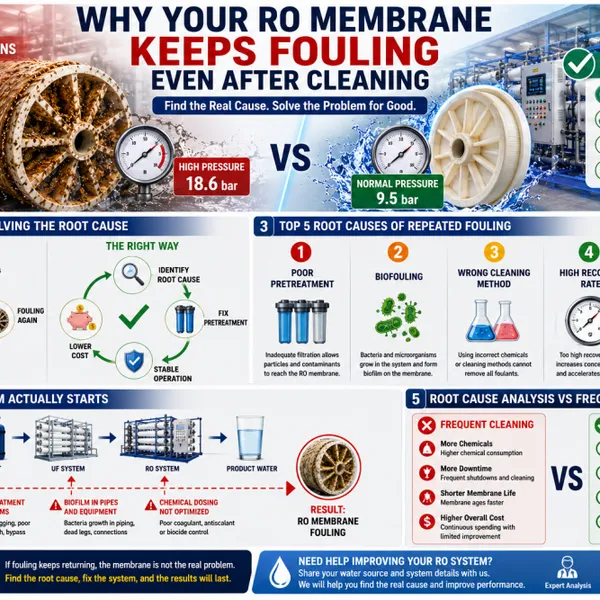 Mehr lesen
Mehr lesen -
Top 5 Gründe für die Verschmutzung von RO-Membranen (und wie man sie verhindert)
11. Juni 2026Die 5 besten Gründe für die Verschmutzung von RO-Membranen (und wie man sie verhindert)Die Verschmutzung von RO-Membranen ist eine Mehr lesen
Mehr lesen

Kontaktieren Sie uns
Empfohlene Produkte
-
 Ultraschall-Füllstandssensor mit Display 4-20mA HART ATEX für WasserbehandlungstankUS$ 330MOQ: 1 Box
Ultraschall-Füllstandssensor mit Display 4-20mA HART ATEX für WasserbehandlungstankUS$ 330MOQ: 1 Box -
Multi-Parameter Transmitter Controller für das Wasserbehandlungs-System für Durchfluss, pH und LeitfähigkeitUS$ 220MOQ: 1 Box
-
SICK UM30-212111 Ultraschall-Näherungssensor, Messbereich 60 - 350 mm, PNP NC, Schutzart IP67, 9 - 30 V DC, M30-GehäuseUS$ 149 - 155MOQ: 1 Unit
-
Beckhoff EL7342 EtherCAT-Terminal 2-Kanal-DC-Motor-Ausgangsstufe 48V DC 3,5A Bewegungskontrollmodul mit Encoder-SchnittstelleUS$ 350MOQ: 1 Piece
-
9950 Leitfähigkeits- und Widerstandsmodul, industrieller Wasserqualitätsmessmodul für das 9950-Controller-SystemUS$ 300MOQ: 1 Piece





-
Typ 2822 2823 Leitfähigkeitssensor Hochpräzisions-Leitfähigkeits- und Widerstandselektrode zur Überwachung von RO- und ReinstwasserUS$ 350MOQ: 1 Piece
-
Sick W12-Serie Fotodetektor, Kompakter industrieller Diffus-/Retroreflex-/Durchstrahlungssensor, IP67, Hohe Präzision, für AutomatisierungUS$ 231 - 263MOQ: 1 Unit
-
PVC Messgeräteschutz, Druckmessgeräteschutz für RohrleitungssystemeUS$ 360MOQ: 1 Piece
-
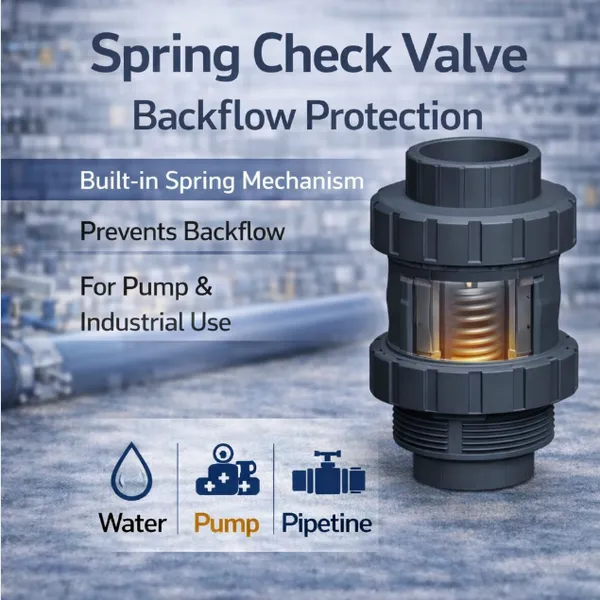
PVC-Feder-Rückschlagventil BS-Steckverbinder Zoll Rückschlagventil für PumpensystemUS$ 380MOQ: 1 Piece
-
ABS Rückschlagventil, metrisches Steckventil, Rückschlagventil für WassersystemUS$ 390MOQ: 1 Piece




-
ABS Membranventil doppelt wirkend pneumatisch ANSI - Flansch für die WasseraufbereitungUS$ 360MOQ: 1 Piece
-
PVC-C Membranventil Fail Safe Close Stützflansch PP-V für chemische SystemeUS$ 410MOQ: 1 Piece
-
PVC-Druckhalteventil für Wasseraufbereitung / Chemikalienrohrleitung-RückdruckventilUS$ 280MOQ: 1 Piece
-
Wafer Butterfly Valve Metal PFA Lined Stainless Steel Disc Industrielles WasserbehandlungsventilUS$ 300MOQ: 1 Piece
-
PVDF-Klappenventil in Scheibenbauweise, chemikalienbeständig, Ventil für industrielle WasserbehandlungUS$ 210MOQ: 1 Piece





-
9900-1P 9950 Sonnenblendenpaket Industriedisplay-Schutzabdeckung mit Sonnenschutz für feldmontierte SenderUS$ 380MOQ: 1 Piece
-
9900-1BC Batch Control-Modul für die Dosiersystem-Automatisierungsintegration von PLC in der WasseraufbereitungUS$ 370MOQ: 1 Piece
-
Elektrisch betätigtes Kugelhahnventil 220V PVC-C Typ 127 für Wasseraufbereitungssysteme ASTMUS$ 420MOQ: 1 Box
-
Rosemount 3051 DruckumformerUS$ 500 - 1000MOQ: 1 Piece
-
Beckhoff EL2889 EtherCAT Terminal 16-Kanal Digitalausgang 24V DCUS$ 150MOQ: 1 Piece





